
定义
用激光束产生孔。
工业激光材料加工(或更具体地说是激光束加工)的关键学科之一是激光钻孔。 这意味着孔的产生,可以具有以下特征:
- 通常,对直径达几毫米的孔使用激光钻孔,但经常用于直径小于100μm的较小直径,在极端情况下甚至对亚微米孔(微钻孔)也是如此。
- 例如,它们要么达到有限的(希望是明确的)深度(盲孔),要么穿过某些金属板的整个厚度。
- 在某些情况下,相当高的纵横比(长度除以直径)是可能的,例如 50。 例如,直径为50μm的孔可以用硬质金属制成,深度可达几毫米。
- 孔通常垂直于工件表面,但也可以以可变角度制作。

图1:在飞机零件上进行激光钻孔。切割金属的氧化会导致工艺中的温度非常高。资料来源:弗劳恩霍夫ILT,德国亚琛。
可以加工多种材料,包括金属(甚至是不锈钢或钛合金等相当坚硬的金属)、陶瓷、玻璃、半导体和其他晶体。 通常,没有其他钻孔方法可用于此类材料。
激光钻孔的应用和局限性
激光钻孔的应用非常多样化。 一些例子:
- 某些机器部件需要非常小的直径孔,有时具有高纵横比,例如用于内燃机喷油器的喷油嘴,以及(具有小得多的孔)用于喷墨打印机。 这属于激光微加工领域。
- 某些类型的过滤器筛需要大量小孔。
- 涡轮叶片的空气冷却、排气目的、仪表和各种其他目的需要更大的孔。
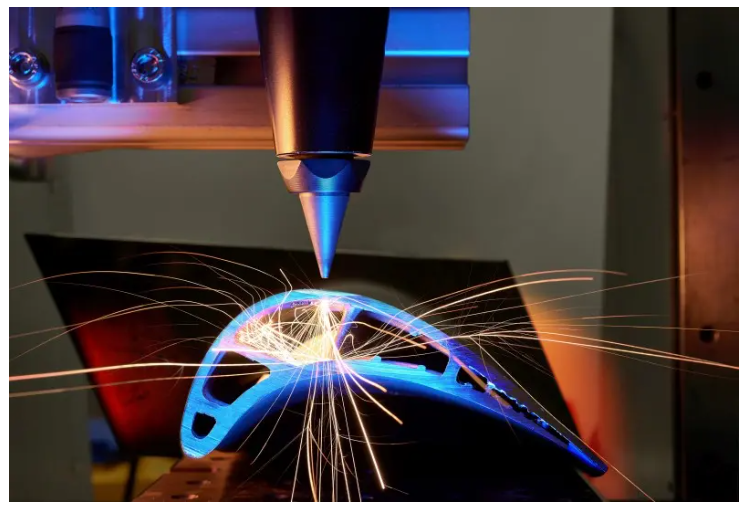
图2:涡轮叶片上的冷却通道的激光钻孔。资料来源:Fraunhofer ILT,德国亚琛/Volker Lannert。
- 在激光切割过程中,通常需要从生成初始孔(穿孔)开始,从中可以继续实际的切割过程。
- 在电子制造中, 许多用于接触印刷电路板上组件的小孔需要快速制造. 微通孔在高密度互连(HDI)基板中实现。 同样,硅太阳能电池通常通过这种方法在背面接触,触点通过激光制成的孔引出。
- 出于各种目的,需要在玻璃、蓝宝石或陶瓷材料中开出微小的孔,但通常具有相当大的深度。 使用传统的钻孔方法很难或不可能在坚硬和脆性材料上形成这样的孔。
- 聚合物箔、金属箔和纸张可以配备大量高速的穿孔,通常采用动态方法,同时材料相对于钻孔激光束高速移动。
激光钻孔特别适用于需要产生具有大纵横比(长度与直径之比)的非常薄的孔,这在传统的机械方法中很难。 此外,它通常是易碎材料的唯一选择,在应用机械工艺时会破裂。
另一方面,存在各种限制:
- 特别是对于较大的孔,由于需要去除大量材料,加工速度通常低于理想水平。
- 孔直径不恒定(锥度)或椭圆孔横截面可能存在问题。 例如,这可能是由不理想的光束轮廓、光束发散或光束偏振引起的;某些应用需要精确的圆柱孔。 (但请注意,一定程度的锥度甚至可能是可取的,例如对于燃油喷射喷嘴。 另一个常见问题是孔周围的材料沉积。 激光钻孔工艺通常经过精心优化,以在很大程度上避免此类缺陷,但这可能需要更昂贵的激光源(例如超快激光器)和/或更长的加工时间。
技术细节
短脉冲或超短脉冲脉冲处理
激光钻孔是基于用强激光烧蚀材料,其能量在工件上转化为热量。
对于激光钻孔,通常使用脉冲激光器;脉冲持续时间可以在从飞秒到毫秒的宽范围内变化,具体取决于材料和各种其他细节。
对于较长的脉冲,由此产生的过程基本上可以是热性质的,但特别是在超短脉冲的高强度状态下,人们意识到“冷烧蚀”,因为基本的热效应只起很小的作用,周围的材料只受到微弱的热量影响——只有一个非常薄的热影响区。
单脉冲和冲击钻孔
在一些薄材料(例如金属或聚合物箔)中,可以通过单个足够强度的激光脉冲(动态钻孔)产生孔。 如果使用具有高脉冲重复率(例如10 kHz或更高)的激光器,并且可以使用合适的激光扫描仪精确控制光束位置,则可以在短时间内产生大量孔。
然而,在许多情况下,需要施加许多脉冲的序列,其中每个脉冲仅去除体积的一小部分;这称为冲击钻孔。 为了达到更高的处理速度,需要更高的脉冲重复率,与相应的激光平均功率相关。 特别是对于超快激光源,平均功率通常受到限制,导致处理速度低于理想水平。 但是,此类源的性能越来越提高。
液体与蒸汽排出;加工效率
当使用相对较长的高能脉冲时,通常可实现最有效的处理。 在这里,材料排出主要以液体形式发生,由高诱导压力梯度驱动。
使用蒸汽排出时,加工质量暂时更好,这可能需要更高的整体激光能量。 这是因为汽化,通常还伴随着电离,是一个非常耗能的过程。
通常,使用加工气体来帮助主要通过出口孔排出材料。 这可以提高加工效率和由此产生的孔的质量。 通过使用氧气,人们可以利用吹出材料氧化产生的额外热量输入。
重铸阵型
一个常见的问题是,通过沉积烧蚀材料在表面上形成一定量的重铸。 这可能是一个涉及所需结果质量的问题。 通过以各种方式优化钻孔过程,可以最大限度地减少重铸形成,例如,关于激光参数,以及应用横向气流吹走烧蚀的材料。 在某些情况下,需要一些后处理才能删除重铸。
光束偏振
激光通常发射线偏振光。 对于钻孔操作,这实际上并不理想,因为极化方向和加工表面之间的角度在很大程度上取决于孔周围的位置。
恢复对称性的一种简单而常见的方法是使用圆偏振光,这可以简单地用四分之一波片从线偏振光束获得。
使用更复杂的光学元件,可以获得径向或方位偏振光。 前者导致孔壁的光吸收更强。 特别是对于钻深孔,使用方位偏振可能更有利,其中可以获得更多的反射,因此更像是沿着孔传播到需要进一步延伸的底部。
背面涂层
工件背面的加工质量通常是一个问题,因为一些去除的材料可以沉积在那里。 在某些情况下,可以在钻孔前在背面涂上特殊涂层(例如硅或某些陶瓷)来提高质量。
在硬脆透明材料中进行激光钻孔
激光钻孔不仅可以在金属或聚合物等软材料中进行,还可以在非常坚硬和易碎的材料中进行,例如各种类型的玻璃和蓝宝石等晶体材料,这些材料也恰好对可见光和近红外光是透明的。 在这里,关键的挑战是获得激光的充分吸收并避免破裂造成的损坏。
激光的吸收可以通过两种不同的方式实现。 其中之一是使用波长足够长的光 - 通常距离CO2激光。另一种可能性是使用来自飞秒激光的强脉冲,其中一些初始吸收由多光子吸收给出,然后是激光诱导的击穿。 特别是在要求苛刻的应用中,最佳结果通常使用超短脉冲激光器来实现,但人们可能更喜欢一氧化碳2激光在可能的情况下,因为成本大大降低。
这种硬质材料的脆性对于飞秒脉冲的“冷烧蚀”来说问题要小得多,因为剩余的材料不会受到那么多热量的影响。 在这方面,来自CO2激光器的长得多的脉冲更有问题。然而,在这里,一种解决办法是在玻璃材料上钻孔,这种材料被强烈加热,使它们变得有点软 。 例如,这种工艺已经很好地用于在熔融石英(石英玻璃)和硼硅酸盐玻璃中钻孔。 钻孔操作可以与我们的制造步骤相结合,其中玻璃已经很热,因此不需要应用额外的加热过程。
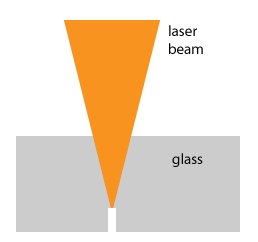
图3:反向钻孔:大量吸收只发生在光束焦点附近,因为其他地方的光学强度太小,无法进行非线性吸收。
例如,钻孔玻璃的一个有用细节可能是所创建孔的壁反射激光辐射。 由此产生的辐射通道允许人们获得具有大纵横比的孔,尽管光束发散。
具有飞秒脉冲,当还可以实现反向激光钻孔。 在这里,激光通过板聚焦,使得光束焦点位于后端(见图3)。 只有在那里,产生的光强度才足够高,以产生强烈的非线性吸收。 然后从该背面烧蚀材料。 随后,光束焦点可以越来越多地向后拉,直到获得穿过材料全深度的孔。
结果分析
特别是当产生直径相当小、纵横比高的孔时,要精确评估获得的质量并不容易。 因此,有时需要破坏性的方法,特别是直接通过孔的磨削,这样可以在整个长度上检查孔的横截面。 不幸的是,这是一种相当耗时的方法,对于制造过程中的常规使用是不切实际的,而主要用于初始开发。
打大孔
通过钻孔(即切割孔的轮廓)可以有效地生成较大的孔。
对于中等孔直径,可以使用专门的激光钻孔头,它可以围绕圆移动激光束。 一种改进的方法是螺旋钻孔,其中整个激光束(包括其焦点)被移动,使得焦点描述一种螺旋路径。 该路径可以是圆柱形的,也可以是正圆锥形或负圆锥形,具体取决于所需的孔几何形状。 一个有趣的方面是,减小的光束直径(通常比孔直径小得多)支持大大提高的表面质量。
对于较大的孔,激光扫描仪更合适,最灵活。
加工头
用于钻孔作业的激光加工头可能包含固定光学元件或某种激光扫描仪,以实现最大的灵活性。 其中一些专门配备了合适的钻孔或螺旋钻孔装置。 通常,人们会向激光束方向或垂直于激光束的方向(形成交叉射流)注入某种工艺气体。 也可以有用于过程控制的组件。
激光微钻孔
激光钻孔工艺也可以针对非常小的孔径进行优化,即使与相当大的纵横比相结合。 这在关于激光微加工的文章中进行了解释。
用于钻孔的激光器
激光钻孔在大多数情况下是用脉冲激光器完成的,通常是纳秒激光器。 例如,在工件上,可以施加109 W/cm2 超过 20 ns 的时间。 例如,如果激光束半径为100μm,则会导致脉冲能量约为6 mJ。 因此,通常需要毫焦耳脉冲,除了非常小的孔。
脉冲固态纳秒激光器(Q开关激光器)最常用于钻孔。 为了获得最佳的加工效果(最小的孔,最高的加工质量),超快激光器(激光放大器系统)越来越多地被使用。 持续的性能进步可以实现令人印象深刻的结果,例如每秒数千个亚微米孔的多光束钻孔。
然而,激光钻孔在某些领域 - 例如用于包括陶瓷在内的电介质的钻孔 - 仍然使用CO2激光或准分子激光器。
对于低导热率材料的钻孔,可以使用更长的激光脉冲,例如来自自由运行的灯泵浦激光器。
许多激光器发射线偏振光。 然而,这对于钻孔来说并不理想,因为电场方向和创建的孔表面之间的角度在圆周周围变化很大,这可能导致椭圆孔横截面。 径向偏振光束通常可以获得更好的结果,这可以通过变换TEM产生00带有专用光束整形器的光束。 请注意,径向偏振与光束轴上的零强度有关,即一种甜甜圈光束形状。
激光钻孔机
典型的工业激光钻孔机包含以下内容:
- 核心部分是激光源,例如平均输出功率为几百瓦或几千瓦的Q开关固态激光系统。 它通常需要一些辅助单元,特别是用于冷却激光器。
- 光束传输系统将激光传输到应用领域。 为了桥接长距离,人们经常使用大功率光缆。
- 激光加工头需要相对于工件移动。 这可以通过仅移动工件,仅移动激光头(飞行光学器件)或使用混合解决方案来完成,为一侧或另一侧分配一定的自由度。 处理头通常配备有处理气体供应。
- 可能还有其他设施,用于自动装载和移除工件、清除碎屑和烟雾等。
- 由于激光功率很大,激光安全是一个重要问题。 它可以提供非常不同的方法,例如,仅在带有联锁装置的封闭外壳内进行钻孔,或者在自动化生产过程中在整个区域没有任何人员。
先进的激光切割机通常可以控制五个甚至六个轴的运动,不仅可以在固定平面上钻孔,还可以在3D零件上钻孔,例如通过机器人手臂上的激光头从不同方向访问。
虽然一些钻床完全针对一种特定应用进行了优化,但也有一些多用途机器具有很大的灵活性,以适应不同的场景。
参考文献
[1] Y. Li et al., “Three-dimensional hole drilling of silica glass from the rear surface with femtosecond laser pulses”, Opt. Lett. 26 (23), 1912 (2001), doi:10.1364/OL.26.001912

