
均匀性
光学基片的均匀性描述折射率变化的特征,会导致透射波前的变形和偏振透射效应。[1]它的计算方式为:
![]()
Δs是波前偏差,d是衬底厚度,Δn为折射率的P-V变化。高程度的同质性,或者更确切地说,低程度的变异,对于高功率激光器的应用尤其重要。材料熔化的过程会使均匀性发生变化。混合不当和热力学不平衡导致密度变化,冷却和退火过程可能导致应变波形。非均匀性采取全局不均匀性(即整块玻璃的折射率变化)或条纹的形式,这是覆盖大约0.1mm 到 2mm 的玻璃的局部均匀性。表 1 所示定义一般均匀性分类的最大折射率变化。
| SCHOTT 均匀性分类 | ISO 10110 第 4 部分 均匀性分类 | 根据 ISO 10110 第 4 部分,折射率的最大变化 | 根据 ISO 12123 和SCHOTT 光学玻璃目录,折射率的最大变化 |
| S0 | 0 | ±50 × 10-6 | - |
| S1 | 1 | ±20 × 10-6 | - |
| H1 | 1 | ±20 × 10-6 | 40 × 10-6 |
| H2 | 2 | ±5 × 10-6 | 10 × 10-6 |
| H3 | 3 | ±2 × 10-6 | 4 × 10-6 |
| H4 | 4 | ±1 × 10-6 | 2 × 10-6 |
| H5 | 5 | ±0.5 × 10-6 | 1 × 10-6 |
表 1: 均匀性的分类及其最大折射率变化值[2]
梯度折射率 (GRIN) 透镜只是有意非均匀透镜的一个例子,这种透镜具有用于非线性弯曲光线的非随机和确定性折射率剖面(图 1)。
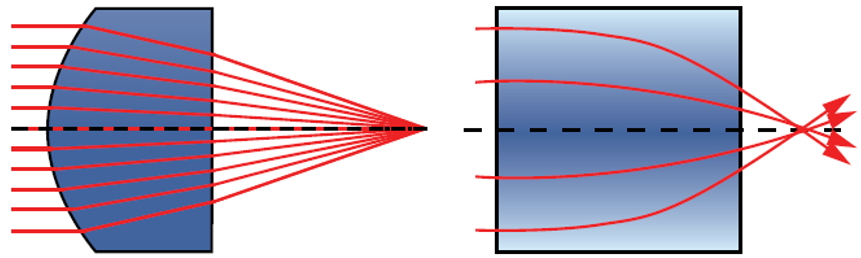
图 1: 比较均匀透镜与 GRIN 透镜将光聚集到点
非均匀性导致散射,从而降低系统性能,并可能导致高功率激光器的激光诱导损伤。为了防止损伤和有效利用能量,传输激光光学必须高度均匀,从而避免传输波前的变形和偏振传输效应。
杂质和气泡造成的散射
杂质是存在于光学玻璃中的外来颗粒,它们以多种方式被引入,包括熔化过程中的污染、未完全熔化的基片批次和溶解率较低的墙体材料。气泡也是由玻璃熔体中发生的反应形成的。在玻璃熔炼过程中,气泡几乎完全消失,但不完美的熔炼过程可能会留下一些残余气泡。精密的制造工艺可确保光学玻璃几乎没有杂质和气泡,但少量残余是不可避免的。在激光光学元件中,由于杂质会散射光线,因此会降低激光诱导损伤阈值 (LIDT)。影响的程度取决于玻璃中夹杂物的数量、性质和大小。
玻璃的杂质和气泡的浓度是通过体积为 100cm3 的材料的总横截面(以 mm2 为单位)得出的,计算方法为所测气泡和杂质的横截面之和。为每个横截面定义每100cm3体积允许的最大气泡直径和数量。夹杂物被视为相同大小的气泡。三个气泡分类包括:标准、VB(增加气泡选择)和EVB(额外增加气泡选择)。
| 标准 | VB | EVB | |
|
每 100cm3 玻璃的的最大横截面 (mm2) |
0.03 |
0.02 |
0.006 |
|
每 100cm3 体积 (cm3) 的 |
10 |
4 |
2 |
|
标准 |
VB |
EVB |
|
| 最大数量 (cm3) | 单个气泡允许的最大直径 (mm) | ||
| 800 | 0.55 | 0.45 | 0.25 |
| 500 | 0.44 | 0.36 | 0.20 |
| 300 | 0.34 | 0.28 | 0.15 |
| 200 | 0.28 | 0.23 | 0.12 |
| 100 | 0.20 | 0.16 | 0.09 |
| 50 | 0.14 | 0.11 | 0.06 |
表 2: 光学介质中的气泡和夹杂物的分类[3]
参考文献
[1] F. Reitmayer and E. Schuster, "Homogeneity of Optical Glasses," Appl. Opt. 11, 1107-1111 (1972)
[2] “TIE-26: Homogeneity of Optical Glass.” Schott, February 2016.
[3] “TIE-28: Bubbles and Inclusions in Optical Glass.” Schott, May 2016.

