
定义
用焊料连接零件,用激光束加热。
术语焊接表示连接零件的热工艺。 与焊接相比,它们不是通过熔化要连接的部件(超过其固相线温度)来工作,而是仅熔化熔点较低的焊料(焊接剂、填充金属)。 当焊料在去除热源后凝固时,它与要连接的部件形成牢固的连接。 一定量的材料扩散可以支持形成的焊点的强度(扩散焊接)。 助焊剂通常用于促进焊接过程,例如通过抑制氧化或污垢的有害影响以及润湿(降低表面张力)。
通常,焊接会产生电气连接,例如在电子电路中,而不仅仅是机械连接。
与焊接相关的是脱焊,即溶解焊点。 例如,有缺陷的电子芯片需要从电路板上拆焊以进行维修。
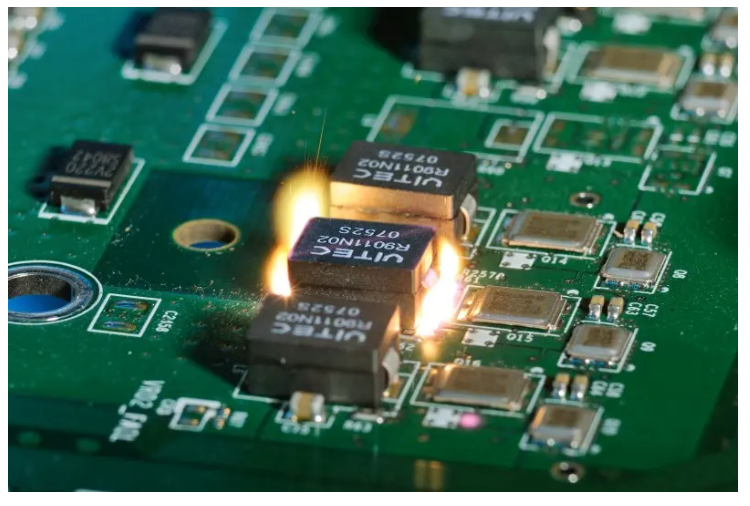
图1:在电路板上进行激光拆焊。资料来源:弗劳恩霍夫ILT,德国亚琛。
焊接与焊接相比如何?
与焊接相比,焊接的一个基本优势是该过程通常可以在低得多的温度下工作,从而降低损坏风险并缩短加工时间。 此外,它还有助于不同材料的连接,例如具有实质上不同的熔点。 涂层通常可以保留 - 例如,钢上的锌涂层,这通常会在焊接过程中引起问题,而它们甚至可以支持高质量的焊接。 另一方面,焊料的要求必须在过程中正确应用,可能会引入各种额外的并发症,例如与毒性有关的复杂性。
激光焊接方法
激光焊接利用通过吸收激光非常受控的加热,以中等聚焦的激光束的形式提供。 激光束直径通常远低于 1 mm,例如用于微电子中的精细焊接应用,但对于较大零件上的某些焊接工艺,激光束直径也可能为几毫米。
焊接头
特殊的激光加工头用于激光焊接。 这种激光焊接头的主要功能如下:
- 激光束聚焦到工件上的正确位置。 集成的激光扫描仪可以提供更大的定位灵活性,而无需移动整个头部。
- 通常,焊料也通过加工头施加,或附有一些设施。 根据工艺要求,它可以有多种形式 - 例如作为金属丝,小液滴或不规则形状的固体碎片,或粉末。 在某些情况下,焊料在开始焊接之前会沉积在单独的过程中。
- 一些用于过程监控的方法(例如摄像头)也经常集成到头部。
焊接材料
应用的焊接材料通常是一些(通常是共晶)金属合金,例如锡/铅、锡锌、铅/银或锡/银。 (不幸的是,一些常见的焊料含有有毒物质,如铅或镉;越来越多的人试图取代这些物质。
对于陶瓷的焊接,使用玻璃材料。
温度水平
根据熔化温度(以及工艺温度)的不同,可以区分软焊、硬焊和高温焊接:
- 软焊接(低于400°C)可能是有利的,例如在电子产品中,以避免元件损坏,但显然不适用于需要承受高温的部件。 通常需要某种助焊剂材料,可以与焊料一起使用或单独应用。 所需的激光功率通常在 30 W 到 100 W 之间。
- 硬焊接(例如在500-600°C下),通常使用数千瓦的激光功率应用于直径为几毫米的光斑,可以产生机械上更稳定的连接,并且通常在没有助焊剂的情况下工作。 它通常使用银基焊料完成,然后也称为银焊料。
- 例如,高温焊接工艺应用于陶瓷。
工作温度高于450°C的工艺也称为钎焊。
氮气等工艺气体通常用于在较高温度下焊接金属。 它可以有效地防止加热表面的氧化,支持或替代助焊剂的功能。 当使用粉末形式的焊料时,工艺气体也可用于将焊料输送到焊点。
离散点焊接与线焊接
一些激光焊接工艺在离散点上工作,例如用于连接电路板上的电线,而线焊接方法(焊点是直线或曲线)对于各种零件的机械连接也很常见。
过程控制和自动化
在工业制造中,激光焊接工艺通常是自动化的,并完全集成到更大的制造环境中。 在其他情况下,应用手工焊接,类似于使用烙铁的传统方法(接触尖端焊接)。
精确的过程控制对于获得高质量的结果至关重要。 通常首先加热该位置,然后应用焊料并继续加热一小段时间。 然后激光束可以突然关闭,或者逐渐降低激光功率,以便有更多的时间凝固。
达到的峰值温度是一个关键的工艺参数,它取决于施加的激光强度和加热时间,但也取决于给定设置下的热传导(可能会有所不同,例如由于焊料流动)。 与烙铁头焊接相比,激光焊接的缺点可能是没有保证的最高温度(由烙铁头的温度设定)。 人们可以通过适当的过程监控来解决这个问题,例如利用热辐射。
激光焊接的应用
激光焊接工艺用于工业制造的许多领域。 下面介绍一些典型示例。
制表业
激光在制造业中的早期应用之一是机械表主发条的激光焊接。 这种主发条,即细弹簧钢的螺旋带,是决定腕表精度(时间漂移)的机械振荡器的重要组成部分。 它需要以仔细和可重复的方式附着在一些基础材料上。 传统的焊接方法不太适合这种工艺,不能产生足够精细和可重复的结果。
人们很久以前就认识到,少量焊料的熔化可以通过单个光脉冲精确地完成,以激光束的形式传输。 这最初是用小型灯泵浦YAG激光器产生的;如今,使用二极管泵浦激光器或直接二极管激光器。 例如,适用于精细焊接的激光器的早期发展已经在德国西南部的黑森林中形成了一个更大、用途广泛的激光工业。
类似的精细焊接工艺也用于其他领域,例如涉及传感器的领域。
汽车制造
激光焊接工艺不受焊接的一些限制。
在制造汽车车身(例如车门)的背景下,通常需要连接金属部件。 尽管激光焊接方法广泛用于此类目的,但焊接工艺也非常重要,因为在许多情况下它们比焊接效果更好。 特别是,它们更容易连接由不同类型金属组成的部件,这些金属具有实质性的不同熔点。 此外,焊接工艺受保护涂层(例如锌)的影响较小。 其他优点是更快的处理速度和上光后更好的接头外观。
直接二极管激光技术越来越多地用于汽车制造中的无助焊剂硬焊接。 二极管堆栈可以产生波长约为0.8μm至1μm的数千瓦激光功率,特别是当也使用光谱束组合时,并通过多模光纤传输。 即使激光束质量不完美,也可以完成适量的光束聚焦。
微电子
激光焊接在微电子中也非常重要,它主要用于制造电接触。 例如,使用焊料凸块技术,将单个小焊球与工艺气体(例如氮气)和激光束一起穿过毛细管。 单个激光脉冲可以熔化焊料以产生牢固的连接。
在需要制造许多紧密间隔的触点的情况下,例如对于具有许多引脚的微处理器,尤其需要这种技术。
信用卡包含微电子芯片,需要配备接触垫。 这些是用自动激光焊接机械焊接到芯片上的。
珠宝
对于珠宝的制造或维修,需要精细的焊接工艺。 通常,人们使用银基焊料,这需要相对较高的工艺温度 - 比烙铁可能达到的要高。 高温以及加工非常精细的结构和良好外观效果的需求有利于在该领域使用激光焊接。
陶瓷焊接
甚至陶瓷部件也可以使用玻璃焊料通过焊接技术连接。
陶瓷可用于封装温度传感器和其他类型的传感器,这些传感器需要在高温下工作和/或需要很好地防止化学品使用。 将实际传感器设备插入陶瓷毛细管后,至少需要以稳定、紧密和耐用的方式关闭一端。 例如,这可以通过将另一块陶瓷片焊接到毛细管的末端来完成。
一些玻璃材料适合作为此类目的的焊料。 它们在陶瓷可以轻松承受的温度(例如 1300 °C)下熔化,但仍远高于传感器的工作温度。 凝固后,玻璃熔体可以与陶瓷形成稳定的连接。
与金属相比,陶瓷的中等导热性有利于焊接过程。 同时,陶瓷表现出相当有效的激光辐射吸收。 由于这些原因,可以实现相当高质量的接头。
一些医疗应用也有类似的要求,尽管耐高温性可能与此处无关。

