
定义
使用强激光束切割材料。
各种激光切割(或激光束切割)方法——通过用强激光束在固体部件之间形成一个小间隙(切口,见图2)来分离固体部件——是工业激光材料加工的重要学科,或者更具体地说是激光束加工。 激光切割适用于多种材料,包括许多金属(例如不同类型的钢、钛合金、黄铜、铜、铝)、陶瓷、玻璃、半导体和其他晶体。 对于其中一些,几乎没有任何替代切割方法可用,而其他方法则与冲压或等离子切割等传统技术竞争。 即使在这些领域,激光切割也变得越来越重要,例如,因为一些硬钢允许在汽车制造中提供重量较轻的解决方案,这给冲压机械带来了问题。

图1:激光加工头在起作用,产生热碎屑。资料来源:弗劳恩霍夫ILT,德国亚琛。
激光切割的应用和局限性
在工业制造中,有许多情况需要切割某种固体材料:
- 许多金属部件,例如用于机床、船舶、汽车和家居用品(例如厨房水槽)的金属部件最初都是由较大的金属板制成的,需要从中切割出来。
- 通常,需要去除一些材料,例如减轻重量,为电缆制作馈通件,插入其他组件等。 为此,例如,需要从工件上切割出一个或多个矩形或圆形区域。
- 半导体芯片、陶瓷、显示器用玻璃、固体塑料和聚合物箔、家具用木材等,许多由其他材料组成的部件也需要类似的操作。
- 一个特殊的领域是激光微加工,其中生产极精细的结构(例如,用于植入心脏动脉的支架或用于微机电系统)。
因此,某些技术发展依赖于特殊的激光切割工艺,甚至现在每个家庭都包含大量用激光切割的物品。
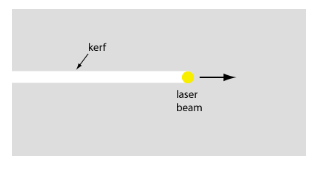
图2:激光束缓慢地向右移动,穿过金属板。生成的切口的宽度与光束直径相似。
在大多数情况下,激光切割应用于大规模工业制造的背景下;在手动操作较多的小型制造场所中,这种情况不太常见,其中激光切割设备的成本通常令人望而却步。 工业中的典型优势来自非接触式加工,特别是避免了机械工具的退化,以及方便地集成到复杂的计算机控制机械中,从而实现了高速和极大的灵活性。 缺点是与机械工具(例如冲压)相比,通常耗电量高;但是,消耗量仍然明显低于等离子切割。 加工结果的质量在很大程度上取决于各种细节,例如加工材料、采用的切割方法等,范围从令人满意到优秀。
在许多情况下,激光切割之后是进一步的基于激光的工艺,例如通过提高边缘质量的方法或激光焊接。
技术细节
穿孔和轮廓切割

图3:将轮廓切割成金属片。穿孔是在轮廓外完成的,以避免穿孔直径略微增加的质量下降。
激光切割在某些方面类似于钻孔,但它旨在将零件分离一定长度。 它通常从钻孔(这里:称为穿孔)开始以获得一些初始孔,从那里可以通过激光加工头和/或工件的平稳运动继续轮廓切割过程。 在最简单的情况下,切割沿着直线进行,但也可以切割复杂的轮廓,即使是陡峭的边缘。 矩形和圆形轮廓是最常见的,但某些应用需要相当复杂的形状。
虽然穿孔通常只涉及总加工量的一小部分,但它会大大增加加工时间并引入质量问题。 已经开发了特殊方法,例如,在所需轮廓之外进行穿孔,并适当地将光束引导到切割轮廓中,有时速度和激光功率逐渐上升到最终值。
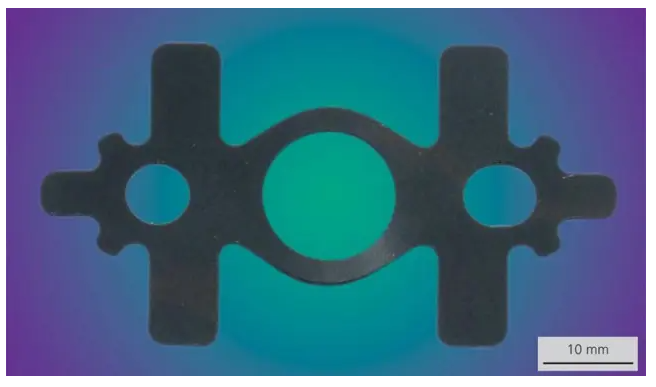
图4:不锈钢部件,在 195 毫秒内从 0.1 毫米厚的板材上切割,激光功率为 1000 W。资料来源:弗劳恩霍夫IWS,德国德累斯顿。
基于熔化的切割工艺(熔喷切割、熔融切割)
对于重型机械所需的厚钢板的切割,例如在造船业中,人们主要使用仅基于熔化金属的切割工艺。 这是因为熔化比汽化需要的热量要少得多,因此可以在没有过多激光功率的情况下实现合理的加工速度。 材料通过高压气体射流排出,从激光加工头(切割头)引导到工件,工作距离为1毫米至2毫米。 气体喷射还可以保护激光加工头免受碎屑的影响。
通常需要几千瓦的激光功率(有时超过 10 kW),特别是对于较厚的板,但不一定具有非常高的光束质量,因为所需的切口宽度(通常约为 2 毫米)无论如何都相对较大——必须防止部件通过熔融材料的重新凝固而重新组合。 因此,可以使用相对较大的光束直径,并且有效瑞利长度很容易比板材厚度长得多。
可以使用连续波和脉冲激光器;大功率CO2激光器已经使用了很多年,特别是用于切割相对较厚的板材,但越来越多地被二极管泵浦的高功率固态激光器所取代,包括光纤激光器,特别是用于更薄的板材。 对于光束传输,通常使用大功率光缆;在这里,输出端不可能有非常高的光束质量是完全可以接受的。
如果金属板厚度不超过几毫米,则用几千瓦的激光功率可以实现每分钟几米的切割;对于较大的厚度,过程会变得明显变慢。 获得的切削结果的质量往往不是很高;人们通常会观察到大量的涟漪和其他缺陷,以及大量的氧化热影响区。
反应切割(氧气辅助切割、火焰切割)
大部分工艺热量可能来自金属的氧化。
当将纯化氧气射流与激光束一起注入时,切割速度可以高出数倍。 这会导致排出的金属(例如钢)氧化(燃烧),从而为工艺提供大量额外的热量 - 这可能远远超过激光引入的热量。 这种反应切割(也称为火焰切割或燃烧稳定的激光气体切割)相对于所需激光功率的切割效率相应提高。 另一方面,在表面粗糙度(波纹)和在切割表面上形成氧化层的趋势方面,结果的质量暂时较低。 这种氧化层会在后续加工步骤(如激光焊接和涂层)中引起问题。 如果需要额外的过程来修复此类问题,则更高处理速度的优势可能会消失。
汽化切割(升华切割)
为了对加工质量更高的更薄金属板进行精细切割(精密切割),采用适应性的切割方法。 在这里,人们主要使用脉冲激光器,理想情况下具有纳秒甚至更短的脉冲持续时间;固态激光器在这一领域占主导地位。 还需要更高的光束质量(有时甚至是衍射极限)。 施加的光学强度如此之高(例如 108 W/cm2 ,通过更强的聚焦和脉冲),材料的排出主要以蒸汽的形式发生。 通过使用氮气等惰性工艺气体(N2) 或氩气。 不幸的是,加工效率相应较低,即对于相同的板材厚度,每单位长度需要更多的激光能量。
金属会升华吗?
也使用术语升华切割,尽管严格意义上的升华通常不会发生。 在激光切割的背景下,它本质上意味着汽化发生得如此之快,以至于在任何时候工件上都不存在可观的熔体。 这在很大程度上消除了熔体动力学产生的波纹问题。

图5:一台激光切割机在运行。资料来源:斯图加特斯特拉尔维克泽格研究所。
水束引导激光切割
激光可以由水射流引导,水射流也可以冷却和清洁工件。
一种精湛的技术是激光束引导在小直径水射流中(水束引导激光钻孔,水微射流激光钻孔)。 在这里,水射流由直径为50μm的喷嘴形成,并在几毫米或几厘米的距离内向下落向工件。 激光束(例如来自纳秒YAG激光器)被注入水射流中,水射流充当光波导,通过其外表面的全内反射引导光到工件。 由于高折射率对比度(水到空气),即使激光的光束质量相当低,光束引导也能很好地工作。 不需要精确控制工作距离,因为水射流的直径变化不大。 水还用于清除碎屑。
在工件上,光线可以逸出并与工件相互作用,而水可以有效地冷却工件,从而避免任何明显的热影响区。 请注意,尽管存在冷水,激光脉冲仍可以烧蚀材料,因为撞击表面的脉冲加热非常快,以至于在这么短的时间内,通过水或热传导到加工材料中的能量损失很小。 水的冷却主要发生在脉冲之间更长的时间间隔内。
还有其他液体激光切割技术,不涉及水束,但也是为了去除碎屑。
微切割
对于微加工,人们使用更强聚焦的光束,在皮秒甚至飞秒域中使用更短的脉冲持续时间。 所需的超快激光器通常具有高光束质量,因此很容易紧密聚焦其辐射。 不幸的是,就平均功率而言,它们比长脉冲激光器更昂贵且更有限。 由于平均功率较低,加工速度较低,但对于所需切割的相对较小的尺寸而言,加工速度实际上并不那么重要。
一个经常出现的应用示例是切割支架以植入心脏动脉和其他血管,例如用于治疗中风的大脑。
另请参阅有关激光微加工的文章。
远程切割
在大多数情况下,激光切割是在 1 毫米量级的相当小的工作距离下完成的。 但是,也可以进行远程切割,即工作距离要大得多。 这可以带来巨大的实际优势,例如至少在使用合适的激光扫描仪切割相对较薄的材料时具有高生产率。
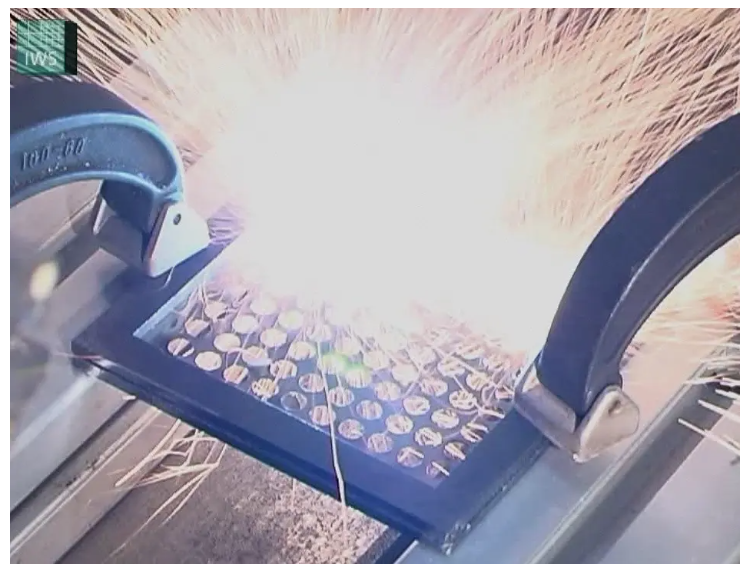
图6:使用光纤激光器远程切割不锈钢。资料来源:弗劳恩霍夫IWS,德国德累斯顿。
远程切割通常必须在没有工艺气体的情况下工作。
虽然激光束在更大距离上的应用没有问题,只要其光束质量足够高,就不可能在长距离上提供高压工艺气体射流。 因此,远程切割通常必须在没有这种气体的情况下工作,这意味着严重的限制。 另一方面,避免气体消耗当然是一个优势,切割头的结构也大大简化。
2D 和 3D 切割
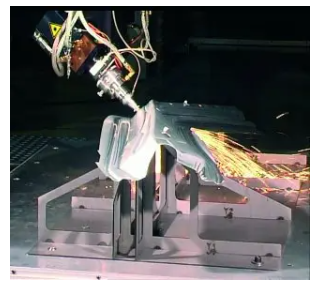
图 7:汽车零件的 3D 激光切割。资料来源:弗劳恩霍夫IWS,德国德累斯顿。
许多激光切割工艺基本上只在二维上工作,例如在平面金属板上。 然后,在二维空间中移动工件或激光头就足够了,保持激光头的方向固定(主要用于工件上的正常光束入射)。
更灵活的激光切割机允许3D切割,即还包括激光束方向或工件方向的变化。 例如,在已经弯曲或具有更复杂的几何形状的工件上进行切割操作时,这是必需的。 这种机器需要相应地具有更复杂的运动设备(包括执行器、位置传感器、电子设备和软件)。
无论如何,有些机器都针对高速切割进行了优化。 他们既需要快速运动设备,也需要高激光功率,还需要快速装卸零件的潜在设备。 从经济上讲,为了最好地利用昂贵的激光和光学系统,最大限度地减少处理时间以达到最大日吞吐量是有利的。
极化的影响
激光的偏振会对吸收产生重大影响,从而对加工结果产生重大影响。 垂直于切割方向的线性偏振方向可能是理想的,但是当切割不只发生长直线时,这需要调整偏振方向。 为简单起见,有时使用圆极化来避免不同切割方向之间的偏振相关差异。
切割眼镜
玻璃的切割在各种工业应用领域都是必需的,例如平板显示器、汽车和其他窗户(包括光学窗户和建筑窗户)以及电子产品的制造。 由于玻璃非常脆,并且对可见光和近红外光也是透明的,因此已经开发了特殊的玻璃切割方法。 在许多情况下,所使用的机制与切割金属的机制有很大不同。 例如,可以利用热引起的机械应力,这可能导致玻璃的受控开裂(裂解)(激光划线和断裂,热应力切割)。
在其他情况下,局部熔化玻璃并用气体射流吹走熔体,类似于一些金属切割技术。 这种方法往往会产生很大的应力,这可能会导致裂纹,但这种趋势在很大程度上取决于玻璃的膨胀系数,不同类型的玻璃在这方面差异很大。 此外,可以通过在相当热的状态下切割玻璃来缓解此类问题,玻璃已经变得略微柔软。
类似的方法也适用于其他硬脆材料,例如硅晶圆。
这样的过程可以非常快,也考虑到通常不需要额外的过程来改善表面质量。
近红外激光的辐射通常不会被眼镜吸收。 可以使用两种不同的方法来获得所需的吸收:
- 可以使用一氧化碳2激光在10.6μm左右的会议,大多数玻璃都具有很强的吸收性。 这种激光器以适中的成本提供可观的输出功率。 但是,脉冲持续时间比理想时间长。
- 可以使用超快激光器(通常具有飞秒脉冲持续时间),当局部强度足够高以获得激光诱导的击穿时。 这允许最精确的玻璃切割,即使材料具有较大的热膨胀系数并且无需加热所有玻璃,但不幸的是,激光系统的成本要高得多。
激光切割的关键参数
在激光切割的背景下,以下参数通常非常重要:
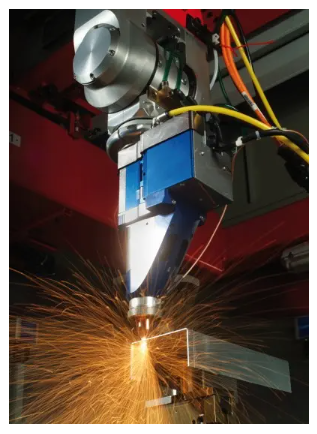
图8:在金属型材上进行激光切割。资料来源:弗劳恩霍夫ILT,德国亚琛。
- 首先,工件的给定参数,例如材料、厚度和所需的切割轮廓,定义了基本条件。 请注意,材料的不同变体(例如,不同类型的钢)在激光切割中的行为可能会表现出实质性差异。 切割过程通常需要根据特定的材料变体进行调整。
- 关于切割结果,获得的切口宽度通常很重要。 它需要足够大以获得安全的分离,但不应大于必要的大小,以尽量减少材料的损失和要清除的碎屑量。
- 可以使用各种参数来评估切割结果的质量,例如切口的形状、热影响区的宽度以及有关所获得的切割表面的光滑度和背面沉积的材料量的一些参数。 它可以取决于应用哪种参数最适合量化结果质量。
- 以米/分钟为单位的切割速度通常具有很高的实际意义,除了各种工艺细节(如光束聚焦和所施加工艺气体的流量和压力)外,还在很大程度上取决于所使用的激光功率、材料类型和厚度。
- 除维护要求外,电力消耗和气体消耗(每米切割材料指定)决定了运营成本的很大一部分。 电力消耗很大程度上取决于所用激光器的墙插效率;二极管泵浦薄盘激光器等现代设备比各种旧激光器类型效率高得多。 效率的提高也降低了冷却要求。
各种定性特征也可能非常重要。 例如,一些工艺允许高质量的穿孔,避免了在最终轮廓之外穿孔的需要。 另一个可能具有更高相关性的方面是加工轮廓中的锋利边缘,涉及实现的质量和所需时间。
用于切割的激光器
一氧化碳2激光器部分已被固态激光器取代,但仍然很常见,特别是用于切割厚金属板,因为它们非常强大、坚固且相当节能。 它们还经常用于切割导热系数较低且对长波长辐射有良好吸收的其他材料。
特别是在精密加工中,二极管泵浦固态激光器现在经常使用。 它们通常以纳秒持续时间脉冲,或者有时在皮秒甚至飞秒域中以较短的脉冲持续时间脉冲。
非常不同的激光类型用于特殊情况,例如切割玻璃和聚合物材料。 有时甚至使用准分子激光器,其中对强紫外线脉冲的高吸收是必不可少的。
激光切割机
典型的工业激光切割机包含以下内容:
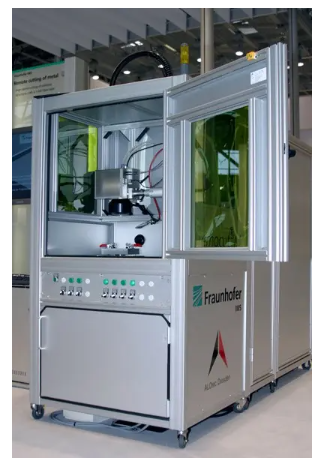
图 9:远程激光切割机。资料来源:弗劳恩霍夫IWS,德国德累斯顿。
- 核心部分是激光源,例如平均输出功率为几百瓦甚至几千瓦的调Q固态激光系统。 它通常需要一些辅助单元,特别是用于冷却激光器。
- 光束传输系统将激光传输到应用领域。 为了桥接长距离,人们经常使用大功率光缆。
- 激光加工头需要相对于工件移动。 这可以通过仅移动工件,仅移动激光头(飞行光学器件)或使用混合解决方案来完成,为一侧或另一侧分配一定的自由度。
- 处理头通常配备有处理气体供应。 在某些情况下,偶尔需要更换气体喷嘴,以便针对不同的加工条件使用优化的气体射流。
- 可能还有其他设施,用于自动装载和移除工件、清除碎屑和烟雾等。
- 由于激光功率很大,激光安全是一个重要问题。 它可以提供非常不同的方法,例如,仅在带有联锁装置的封闭外壳内进行切割,或者在自动化生产过程中整个区域没有任何人员。

图 10:使用机器人手臂上的切割头进行高速激光切割。资料来源:弗劳恩霍夫ILT,德国亚琛。
先进的激光切割机通常可以控制五个甚至六个轴的运动,不仅可以切割平面上的零件,还可以切割3D零件,例如通过机器人手臂上的激光头从不同方向访问。
虽然一些切割机完全针对一种特定应用进行了优化,但也有一些多用途机器具有很大的灵活性,以适应不同的场景。
灵活使用具有复杂计算机控制的切割机对于最大化生产率至关重要,即对于优化利用昂贵的激光系统也至关重要。 因此,特别大的机器不仅包含快速高精度的运动控制,而且还具有接口,例如CAD/CAM软件,并很好地集成到制造环境中。 它们还包含大量用于监控过程的传感器以及用于快速识别可能故障的各种内部参数。 机器的健康状况可以自动传达给制造商,以便有效地计划和安排必要的维护操作。

